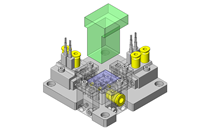
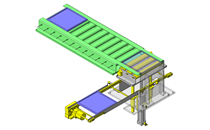
相对于浇口而言,型腔位置左右不均等时(【图1】示例),根据型腔形状的不同,填充熔融树脂时,型腔镶块和型芯镶块的相对位置可能发生错位,导致成形品尺寸发生变化或产生毛刺。
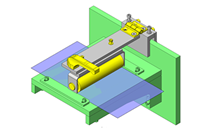
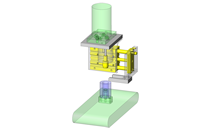
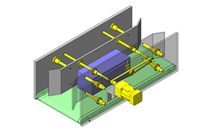
为了防止发生类似故障,如【图2】所示,在型腔加工的另一侧设置锥度精定位块组件,可防止错位。
对于一次成形1件模具及试制模具等,有时遇到如【图1】所示的事例。届时,不要仅拘泥于制作成形品形状,而应该从局外人的角度纵观模具整体结构,回顾本次介绍的要点。
“不仅仅局限于局部,经常纵观全局将实现平衡设计”。
直型芯 -全长指定/轴径(D)固定-
一阶型芯 -轴径(D)固定/轴径公差-0.01_-0.02/轴径公差0_-0.005-
无锥度一阶型芯(无拔模斜度型芯) -轴径(D)固定-
锥度精定位块组件 -标准级 吻合标记配合型/精密级-
精定位块组件 -精密级带油槽/分型面安装型-